The aim of strategic maintenance is to increase the reliability, availability and process stability of machinery in order to reduce maintenance and downtime costs and increase on-time delivery.
This can be achieved through efficient, digitalized maintenance processes and optimized maintenance intervals. Maintenance software, which ideally has real-time machine and operating data at its disposal, improves overall equipment effectiveness (OEE), enables minimum downtime and reduces the workload on maintenance personnel. In predictive maintenance, process and machine data is also reported in such a way that forecasts can be made. Systems can be maintained proactively or in line with demand before a malfunction occurs so that downtimes do not occur in the first place.
Potential and Advantages
- Reduction of costs
- Increasing system availability
- Avoidance of unplanned downtimes
- Planning and simplification of maintenance activities
- Targeted deployment and relief of maintenance personnel
- Avoidance of waste, conservation of resources
- Digitally documented processes (forms, checklists, histories)
- Basis for future AI-supported processes
- Autonomous maintenance (through digital and centrally stored information)
- Automated processes (alerts, creation of maintenance orders)
- Increased flexibility in production
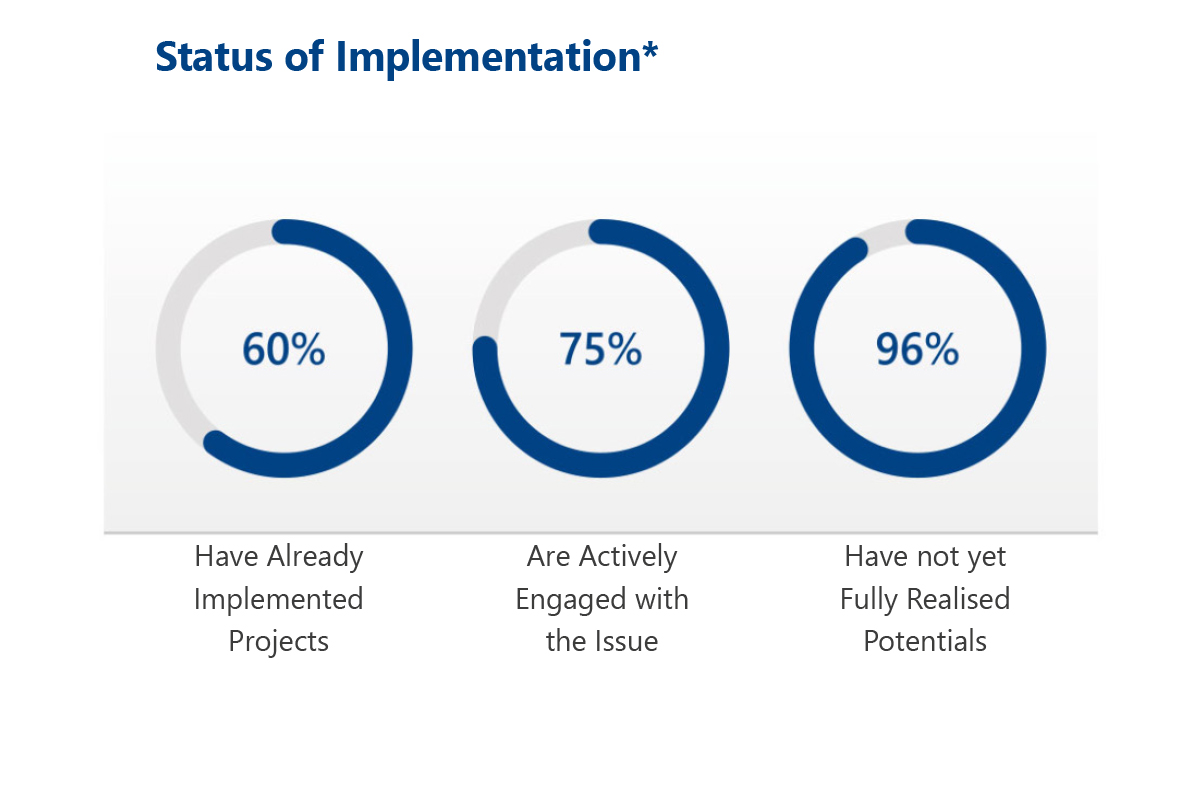
As before, only a fraction (4%) of companies have exploited the expected potential*.
How can the Potential be Realized?
Not all maintenance is the same. A distinction is made between event-based, interval-based and condition-based maintenance. The goal can often only be achieved by combining these approaches.
Overview of the different approaches to maintenance. Click on the image to open an enlarged view.
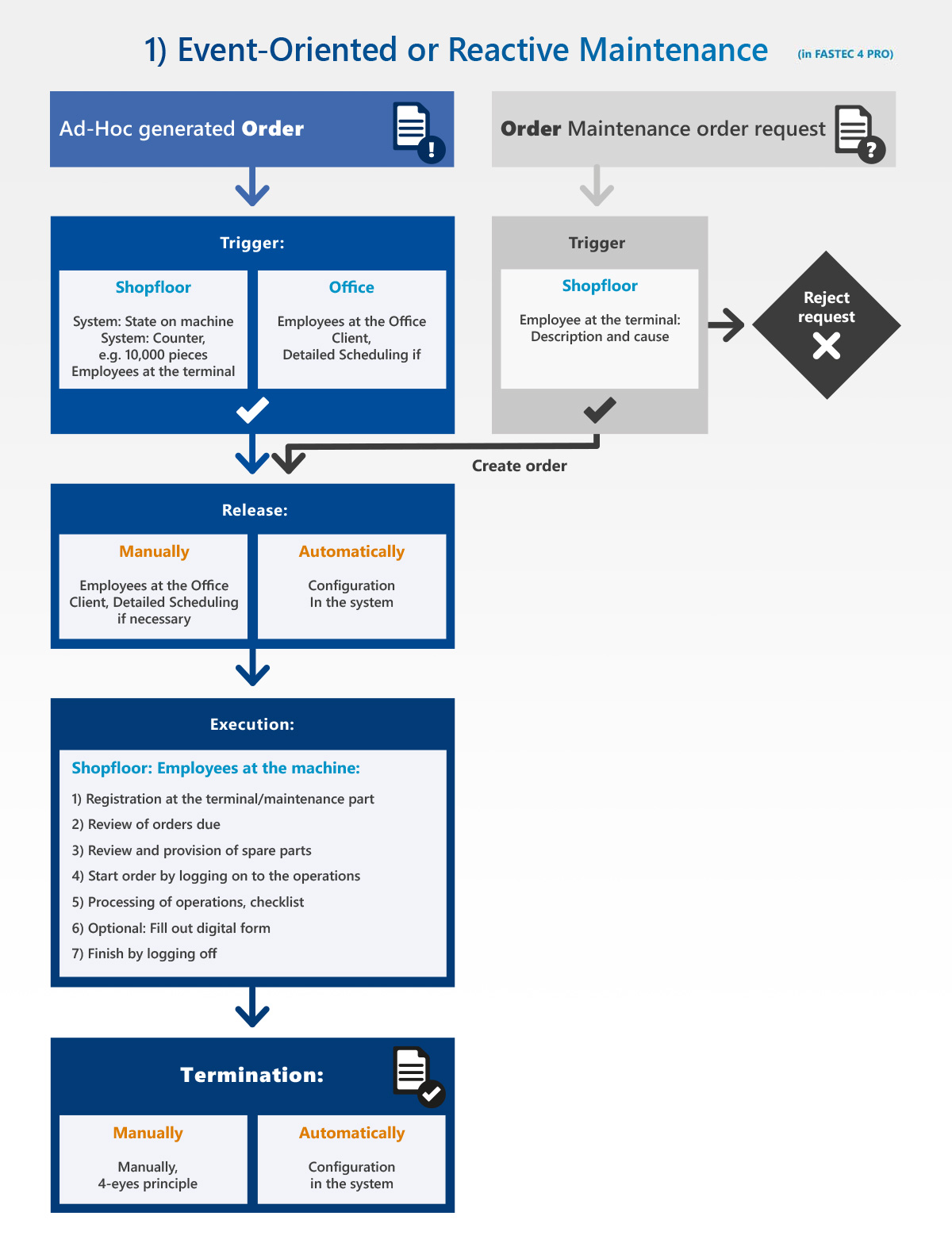
1. Event-Oriented or Reactive Maintenance in the Event of a Malfunction
With event-oriented maintenance, a response is made when a failure has already occurred. This can be an acceptable solution if the failure of the system does not result in high costs due to consequential damage or production downtime and if the application on the machine plays a minor role in the production process. The procurement time for spare parts is also a decisive factor here. If these are available at short notice, reactive maintenance can also be implemented efficiently.
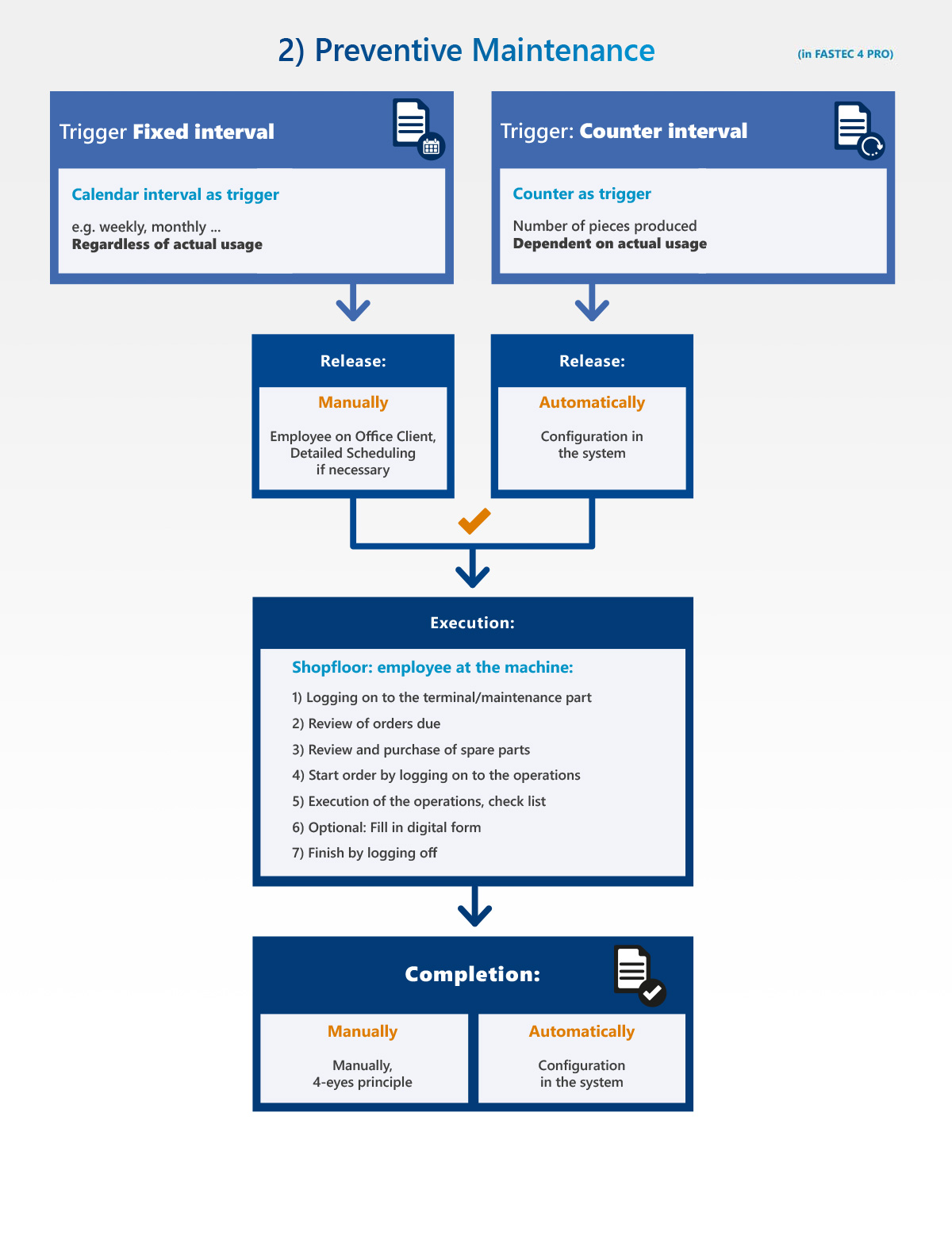
2. Preventive Maintenance: Preventive or Interval-Oriented Maintenance
If the downtime costs are much higher than the costs of planned maintenance, the main focus should be on preventive maintenance. Here, critical wear parts are replaced at fixed intervals. Predictable downtimes can thus be avoided. Planned maintenance is based on the average expected service life of individual parts or systems in order to predict when maintenance will be required. Planned maintenance is carried out at predetermined (regular) intervals, for example every 300 hours. Maintenance measures are therefore based on a theoretical failure rate.
However, the actual system performance, i.e. the actual wear and tear, is not taken into account. However, the actual wear and tear on a system differs greatly in terms of its actual use, which means that preventive maintenance can result in unnecessary additional maintenance work. Or parts are replaced early, in line with the statistical maintenance interval, and then scrapped, even though they are still working perfectly. This is cost-intensive and is not in line with the idea of sustainability and resource conservation.
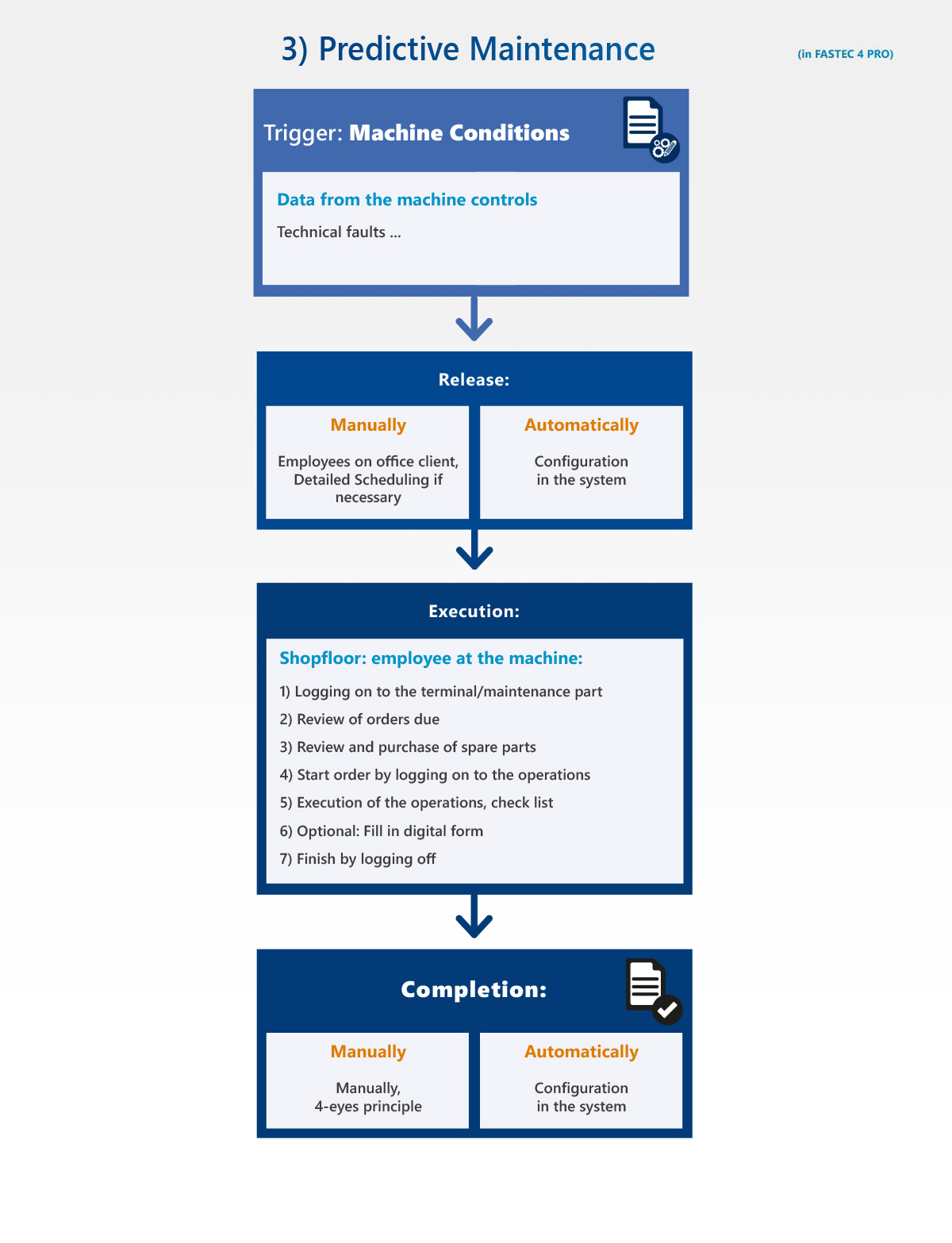
3. Predictive Maintenance: Predictive or Condition-Based Maintenance
With condition-based maintenance, machine parts should be used for as long as possible and only replaced shortly before their foreseeable failure. For example, individual areas of the system at production-critical points are monitored digitally via sensors during operation. The sensors monitor the machine’s condition by measuring temperature, vibration, humidity and pressure. Deviations in vibration, for example, are an indicator that a machine part is about to wear out. The machines are linked to each other, enabling the timely identification of sources of error and prompt intervention. Faults can thus be diagnosed with a high degree of accuracy and planned maintenance and machine downtimes can be planned precisely. Data read live from the machine via Machine Data Acquisition (MDA), such as states, up time or quantity, can also be used for this purpose. This real-time data is used to determine the state of the machines in operation in order to predict when planned maintenance should be carried out. Orders can then be generated automatically.
The main aim of predictive maintenance is to plan maintenance as precisely as possible in advance in order to avoid unexpected system failures and therefore unnecessary costs. Knowing when which machines or individual parts need to be serviced means that resources for maintenance work such as spare parts or working hours can be better planned. Plant availability can also be increased by converting “unplanned stops” into ever shorter and more frequent “planned stops”. Additional opportunities include a potentially longer machine service life, increased plant safety, a reduction in accidents with a negative impact on employees or the environment and optimized spare parts handling.
The Importance of the Interaction between Machine Data Acquisition (MDA), Production Data Acquisition (PDA) and Maintenance:
With continuous data acquisition, data evaluation and complete networking of systems, companies in the manufacturing industry are already very close to their goal of virtually zero downtime. However, whether predictive maintenance works depends heavily on the available data quality. Manufacturing Execution Systems (MES) with modules for Machine Data Acquisition (MDA) or Production Data Acquisition (PDA) etc. are an important prerequisite for collecting and reporting relevant data and automating maintenance intervals. If the maintenance software is part of an MES software solution, a large amount of qualitative machine data can be accessed – in the form of real-time data as well as historical data, as the recorded data is automatically documented digitally.
Networking allows condition data, consumption and wear values, for example, to be recorded, providing a very accurate image of the state of the systems and the parts produced.
When sensibly combined with data from the MES and ERP system, maintenance times for a system can be precisely predicted. The software continuously controls the use of machines and tools and automatically reminds the maintenance technician when planned maintenance is due. Rigidly scheduled, regular maintenance intervals are interrupted and the maintenance technician can intervene before the productivity of the machines threatens to decrease – or only when it is really necessary.
Extensive Benefits Thanks to Common Database
- Existing resources such as personnel groups, equipment and work centers/lines can be used in the entire production environment without interfaces or duplicate data storage
- The machine operator selects a predefined state. This automatically creates a maintenance order and sends alerts to the people/departments involved
- When the maintenance technician starts planned maintenance, the appropriate machine status is automatically triggered and recorded by the MDA
Advantages of Digital Maintenance
- Improvement of Economic Efficiency:
- Reduction of downtimes
- Reduction of costs for unplanned downtime
- Increasing the service life of machines and systems through regular demand-oriented planned maintenance
- Better predictions for spare parts management
- Optimized Maintenance Timing, Avoidance of Breakdowns:
- for the plant through permanent reporting of machine data
- within the production process through planning
- Increased flexibility in production
- Improvement of Machine Performance:
- through permanent analysis of the collected data
- Achieving higher productivity in the long term
- Faster fault detection and response to malfunctions
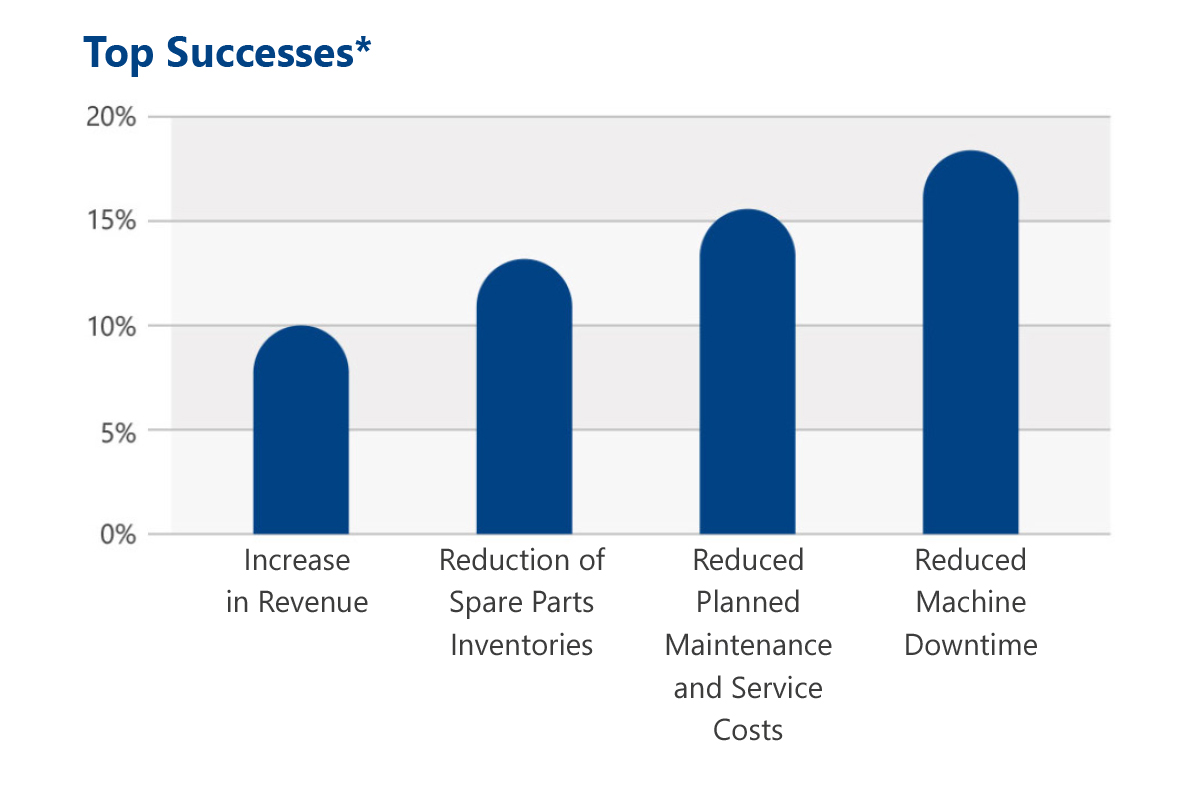
The results achieved as part of these projects exceeded expectations, in some cases significantly. Planned maintenance/service costs and system downtimes were reduced by 17% and 18% respectively and sales increased by 10%*.
A Look into Practice
1) Autonomous Maintenance – More Responsibility for the Machine Operator
Maintenance processes are simplified and standardized by providing supporting documents such as checklists and autonomous maintenance plans. This allows smaller tasks such as cleaning, oiling or other activities on the machine to be transferred directly to the machine operator. This targeted transfer of responsibility saves time and costs and increases the machine operator’s identification with the production process. As a result, the production process is accelerated as a maintenance technician no longer needs to be involved for every minor maintenance task. Autonomous maintenance can also be configured quickly, including ensuring continuous documentation.
In the context of Total Productive Maintenance (TPM), machine operators also have the option of entering suggestions for improvement and comments in the system at any time. Thanks to the standardized management of measures and regulated processes for defect reports and maintenance requests, TPM managers have a valid basis for checking the implementation of the proposed measures and achieving continuous improvements in the machinery.
2) Optimizations Noticeable After a Short Time
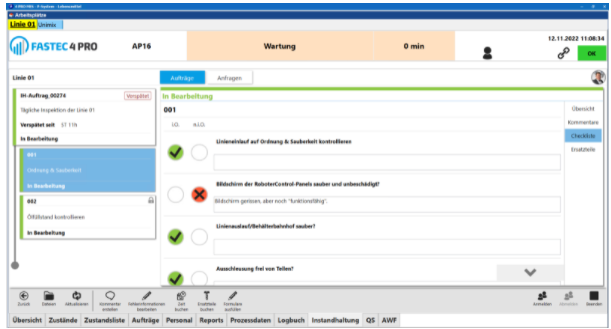
Following the introduction of the FASTEC 4 PRO Maintenance module, many of our customers report immediately noticeable improvements based on the standardized production-wide database. Manual documentation of planned maintenance in paper form or Excel files has been eliminated, resulting in cost and time savings due to the elimination of manual processes. The required documents are now available everywhere at the touch of a button in the event of inquiries from superiors or external inspections. Production employees now use tablets to get a real-time overview of the data situation and the status of the systems. They can also take the tablets directly to and even into the machine to have all the information they need, such as checklists, operating instructions or images in the documents for removal instructions etc., at their fingertips. For regular maintenance work, e.g. annually, you can always see in the system when the last maintenance was carried out and when the next one is due. Overall, paperless processes have made maintenance more efficient and effective, resulting in fewer interruptions to the production process, which contributes to an overall increase in production efficiency.
Outlook – the Next Step on the Path to Digital Transformation: Predictive Analytics
In order to make reliable statements about the state of machines and systems and thus identify expected faults, it is necessary to collect large quantities of data over a longer period of time using software solutions such as FASTEC 4 PRO.
BI tools and data analysis are used to analyze past scenarios in order to identify sources of error and implement future improvements. In combination with artificial intelligence, predictive analytics makes it possible to avoid faults long before they occur. Based on historical data, it is possible to make predictions about future events that can be traced back to certain constellations of parameters (e.g. machine settings in production). A solid foundation of digitally recorded production data (MDA, PDA, maintenance) is therefore a prerequisite for future AI projects. The larger the database and the more intelligent and sophisticated the algorithm, the more reliable the findings will be.
Recommendations for Action
- Start with small, focused projects for a critical system or a critical process
- Define data elements and technical requirements for the use case
- Collect relevant data
- Iterative optimizations
- Gradually scale selected systems
- Retrofit relevant systems to collect more data and implement further optimizations
- Build up know-how (internal, external)
- Consider IT security to prevent unauthorized access
* Quelle: Predictive maintenance Studie 2021, Bearing Point
https://www.bearingpoint.com/de-de/insights-events/insights/chancen-und-herausforderungen-von-predictive-maintenance-in-der-industrie/





