On average, two food products are recalled every week in Germany. There are many reasons for this: unacceptable traces of allergens, contamination with harmful substances, glass splinters or pathogens such as salmonella – in serious cases, this can lead to injuries or illness, and in some cases there is a risk to life. Product safety is therefore of particular importance in the food processing industry. The company is responsible for withdrawing a hazardous product from the market or recalling it from the consumer. Recalls are therefore not only costly, they also damage the company’s image and reduce consumer confidence.
In order to be able to identify food on the market, it is legally mandatory – with a few exceptions – to indicate the lot identification on the packaging. In the event that a product recall or a public warning becomes necessary, this allows food business operators to react in a targeted manner. Consumers can also use the batch information to determine whether the warning also applies to their stocks. Ideally, affected batches are specifically named.
In practice, food manufacturers have to deal with a labyrinth of rules, requirements and laws during the production process. Compliance with these regulations must be guaranteed and documented through seamless process traceability during all stages of production, processing and distribution. In order to meet these high traceability requirements, digitized processes are necessary at several levels.
Digital Data Acquisition During the Production Process and Digital Documentation are the Solution:
With its functions, traceability software is an aid on the way to automated and self-organizing production. It networks production steps in order to digitally map the production value chain in line with Industry 4.0. If traceability is integrated into a manufacturing execution system (MES), there are further benefits in addition to quality assurance.
The focus here is on the following requirements:
- Complete overview of the entire value chain
- Reliable material and process traceability
- Containment of faulty products in the event of damage to minimize recall costs
- Comprehensive report of the recorded and permanently logged data
Binding the traceability module of an MES solution close to production enables real-time intervention. Processes can be safeguarded so that the probability of errors and therefore the risk of quality defects are reduced. Ideally, defective products do not even reach the end customer. Even during mandatory annual audits, as required in the food industry, there is no need to spend hours searching through folders for the right records. All information is immediately available digitally at the touch of a button. In an emergency, this saves additional time and costs.
What Exactly Does Traceability Mean in Manufacturing Companies?
The English word “Traceability”, which is made up of “trace” and “ability”. Traceability refers to the ability to record the complete traceability of production processes. The interaction of the respective production processes is recorded in detail for this purpose. Traceability therefore describes when, where and by whom a product was obtained, manufactured, processed, stored, transported, consumed and disposed of – in other words, the entire production history. The legal basis for this is the ISO 9001 standard of the International Organization for Standardization.
In practice, the tracking of goods is often expressed using the terms “track & trace” or “tracing”. A distinction is made between two types or directions of tracing: Forward Traceability and Backward Traceability
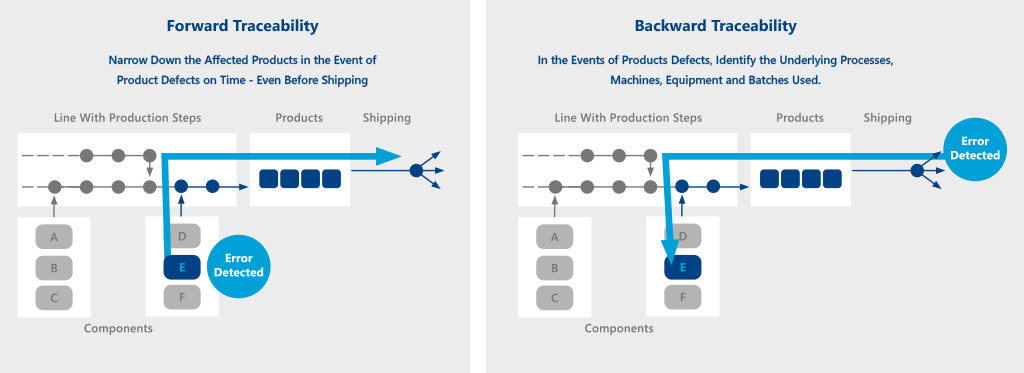
- The “downstream” forward traceability describes the path of the products from the producer to the consumer. Forward traceability is an important prerequisite for products with warranties or guarantees, especially in the case of product recalls.
- Backward traceability describes the “upstream” tracking of products against the logistical sequence from the consumer to the producer. This is particularly relevant in the sensitive food sector. A corresponding European Union regulation has governed traceability since 2005 with the aim of providing comprehensive consumer protection, ensuring maximum transparency and identifying the originator as quickly as possible in the event of product defects. A typical example is unauthorized contamination with harmful substances. Backward traceability enables potential pollutant sources to be identified quickly.
Digital Fingerprint through Traceability:
Traceability in production is based on the introduction of identification and coding systems. It is used to clearly label products, batches and geographical origin information. Common examples include 1D or 2D barcodes and RFID labels. The manufacturing process of a product starts with the real-time recording of the product ID. During the production process, all information relevant to the product is recorded and digitally documented, creating a comprehensive history of the production path of each individual product. Both product and process data are recorded.
This data is stored in a central database and can be viewed by company management or employees. Quality controls can be implemented automatically at every stage of the production process. As soon as a complete production history is available for a product, traceability in production is assured. All individual steps are traceable and can be reported in a targeted manner.
The steps using the example of a line:
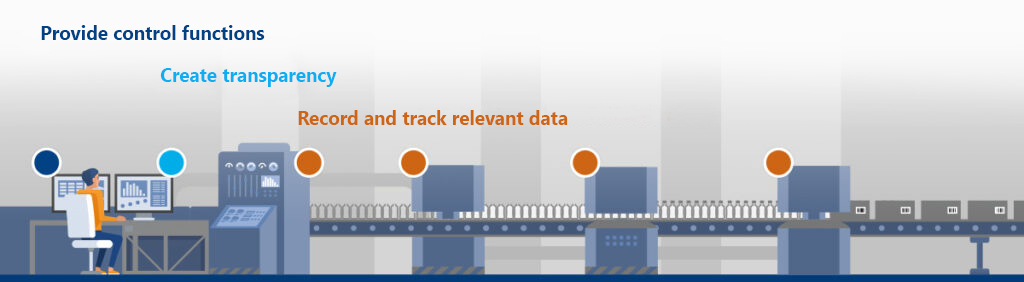
- The system can provide control functions to assess whether a certain component can continue to be installed or whether it must be blocked for further processing due to any defects. An important function here is process locking, which interrupts the production process in the event of quality-relevant deviations, such as temperatures that are too high or too low.
- Creating transparency, because in order to be able to decide whether a product meets the specified quality requirements, all process steps must be monitored online and compliance with the specifications checked. To ensure that the production processes can be traced, this data is recorded and linked to other information, such as which manufacturing processes the product has undergone: Where and when was it processed, stored and tested? What material was used? The use and report of the data is often referred to as tracing. Thanks to forward/backward tracking, histograms, control charts, etc., you can assess the stability of your production processes at any time. Comprehensive reports such as first pass yield, general throughput times, processing results, etc. can now be assessed in detail. Convenient search and evaluation masks also make the reports easier.
- The recording, i.e. tracking, of all relevant data. This function is the basis for material and process traceability, as the production steps and process parameters are determined and stored in real-time (automated) and usually in the background. Process and material data is digitally recorded, merged and stored. Serial and batch numbers are taken directly from the machine controls and read in real-time during the process using scanners at various stations. The number generator creates consecutive serial numbers according to the specifications of individual number ranges, which the system generates independently and prints as labels, for example.
Our MES Traceability module offers our customers greater security and transparency – both during production and years afterwards.
Best Practice: Digital Traceability
- 1) Process locking: The cooking process in industrial canteen kitchens is traditionally divided into the cooking process (batch production) followed by filling/packaging. Our MES software solution establishes traceability between these two areas. On the hardware side, each VA trolley or container is equipped with an RFID chip. The RFID chips used are very durable and can withstand freezing and cleaning. Data acquisition via the RFID chips documents exactly and in real-time where and how the product was cooked and where it was filled and when. At our customer’s premises, the trolleys are pushed manually to the filling station after the cooking process. Downtimes between production and filling are also recorded. This is where process locking from our MES Traceability module comes into play. During all steps, the system continuously checks whether the specified process parameters are being adhered to and, for example, whether the manufactured product matches the filling line. If errors occur, the processes are stopped immediately. This prevents incorrect steps or mix-ups. 2) Material traceability: digital documentation in real-time Process data from the machines’ PLCs is assigned directly to individual batches and documented digitally. This involves checking in real-time whether cooking times, temperatures and ingredient quantities are being adhered to. Potatoes, for example, must be cooked through before they can be filled. The read-out Process data tells us how hot the water was and how many potatoes were in the container. This has eliminated the manual effort and error-prone documentation on paper for our customer.
At a Glance – Advantages of Using Digital Traceability:
- Seamless transparency: With powerful traceability software, the complete traceability of manufacturing processes, the use of products used and the process conditions can be clearly documented across the entire value chain. This not only lays the foundations for product liability and compliance with specified standards. Track & Trace can also be used to create individual analyses and status descriptions or retrieve measured values at any time. This enables significant time savings in tracking and analysis.
- Targeted control of recalls: Limiting defective products in the event of damage and minimizing recall costs: traceability is crucial for a fast, efficient and less costly recall. Insurance companies also place great value on the traceability of data from production in the event of a claim and when paying claims.
- Acting with foresight: Traceability helps to prevent avoidable product recalls in advance, before the goods are delivered or sold. Traceability makes it easier to analyze weak points in advance of product delivery, and the affected batches can be sorted out. Unaffected batches are not unnecessarily destroyed out of caution.
- Digital recording and documentation: Seamless documentation of the entire production process: The recorded and permanently logged data can be comprehensively reported. Input errors due to manual processing are avoided. The recorded data is also used for quality control. This is particularly important in sensitive and highly regulated industries such as food or pharmaceutical production. Reports and production reports can be generated automatically.
- Optimization of processes, conservation of resources: The recorded data can be used to identify and sort out or recall batches affected by defects. Close-meshed data acquisition across the entire manufacturing process also allows optimization potential to be identified. Production processes can be better controlled. The digital database can be used specifically for business decisions. Every authorized employee in the production process has access to the software tools and analysis tools. Companies can, for example, optimize production processes, increase efficiency and thus reduce wasted resources.
- Fulfillment of compliance requirements: The EU requires traceability in certain sectors, such as food production. The IFS Food Standard is particularly important for food manufacturers. This standard for auditing food manufacturers, which is recognized by the GFSI (Global Food Safety Initiative), focuses on food safety and the quality of processes and products.
- Increasing competitive strength: It is not only food manufacturers that are under great pressure to innovate; other industries such as pharmaceuticals and cosmetics, automotive suppliers and others must also constantly optimize processes and products in order to remain competitive. With the digital transformation and within an increasingly dynamic market environment, the trend towards smaller Lot sizes, higher product and variant complexity or even short-term fluctuations in demand will only intensify. The data collected by a traceability solution is not only used for traceability purposes for product liability reasons, but can also be reported at the same time to realize various potentials through Industry 4.0 applications. This helps you to manufacture safer and higher quality products and create processes that can be optimized for continuous improvement, so that your company remains competitive in the long term in an increasingly digitalized market environment.
Conclusion:
Traceability should not only be seen as the basis and component of holistic I4.0 concepts in the food manufacturing industry. The recorded and digitized data can be used for a wide variety of applications and processes can be networked with their help. Traceability systems can therefore serve as the basis for the practical implementation of a smart factory. Furthermore, in a global economy, the supply and service chains in almost all industries are internationally interlinked. Against this backdrop, the traceability of products and goods is a basic prerequisite for companies to operate successfully in a global environment. For manufacturers and retailers, forward traceability with verifiable facts is an essential resource in terms of successful marketing and good customer loyalty. Manufacturers and retailers who know which products are used by whom and for how long can address their customers with highly targeted marketing measures and thus ensure ideal customer loyalty.We would be happy to advise you on the individual requirements of your production processes. We look forward to the exchange!